尼龍電線電纜護套料生產工藝都需要哪些要求
新聞來源:
駿燁官網
人氣:0
發表時間:2020-07-30
【小中大】
1、尼龍護套料干燥過程
因為尼龍護套料是極性介質,容易吸水。當尼龍護套料的含水率超過0.3%時,尼龍護套料就不能被擠出。尼龍護套料受潮時,會產生氣泡、顆粒和破裂的氣泡。尼龍6材料本身用真空袋包裝。只要包裝沒有損壞,就可以直接投入使用。如有破損或未及時使用,使用前必須晾干。因此,濕尼龍材料在使用前應干燥。建議采用抽真空、轉筒加熱的方法進行除濕,每次干燥量不超過干燥器容積的3/5。如果容量過大,干燥器中的物料不會旋轉,造成加熱不均,且時間不能太短。如果時間太短,水就無法排出。當然,時間不會太長。如果時間過長,有些材料會氧化變色,不能滿足擠壓表面的要求。抽真空的真空度應在0.05Mpa以上,否則水分難以排除,也可采用蒸汽加熱。加熱溫度應根據蒸汽量控制。最佳溫度為80±50℃。如果加熱溫度過高,尼龍護套料會氧化變黃。
2、尼龍護套料擠出機要求:
擠出溫度應根據出口速度、空氣溫度和尼龍膠產量進行調整。注意擠出機頸部,即接頭處的溫度。另外,這一區域內還有濾網、濾板套等部件,所以很難加熱到位。如果加熱不符合要求,而尼龍6冷凝快,當尼龍護套料在這一區域凝固時,很容易啟動機器,擠出機不能出膠,螺桿也會斷裂。因此,啟動時頸部溫度或頸部附近溫度應高出5℃,以便于傳熱。各部位溫度達到規定值后,應保持5-10分鐘,以保證頸部溫度符合預定要求,以免結露和堵塞。另外,螺桿剛啟動時,要特別注意觀察螺桿電流表,看電流是否明顯過大。如果電流過高,機器將立即停止,加熱溫度將升高或繼續加熱。
通常使用兩種類型的臥式擠出機。一般采用分離螺桿使塑化更均勻,擠出量更大。螺桿長徑比一般為20:1;25:1,螺桿與筒體間隙為0.14-0.18mm,壓縮比為4:1或3.5:1。

尼龍6擠出溫度窄,溫度控制嚴格。如果溫度過高,會導致尼龍燒焦;如果溫度過低,會導致尼龍冷凝凝固,造成模具堵塞。尼龍6的熔點為215℃,縮合速度很快。因此,擠出機各部分的溫度控制必須略高于215℃。從進料口到擠壓模的溫度控制允許偏差如下:
第1節第2節第3節第4節第5節
230攝氏度235攝氏度235攝氏度235攝氏度
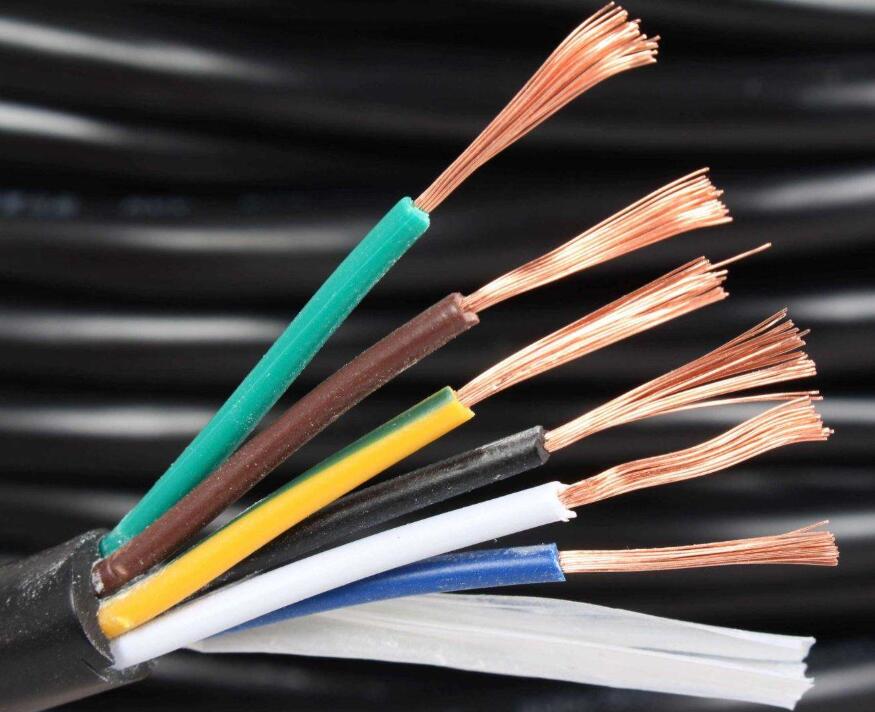
尼龍電線電纜
1、壓力使擠出流動均勻。
2、增加物料流動阻力和背壓,使尼龍塑化更均勻。
3、過濾掉顆粒、雜質和燒焦的顆粒。
此文關鍵詞:尼龍護套料 電線電纜 尼龍電線電纜護套

 掃一掃,關注我們
掃一掃,關注我們



 0755-27558636
0755-27558636